-
Products
-
![]() Storage & Logistics Equipment
Storage & Logistics Equipment
- All Products
-
Featured Products
Featured Products
- Used Products
-
![]() Racking & Storage Systems
Racking & Storage Systems
- All Storage Systems
- Racking Inspections and Repairs
- Safety, Process & Maintenance
- Warehouse Transfer Rentals
-
![]() Rental Equipment
Rental Equipment
- Equipment To Rent
-
![]() Manufacturing
Manufacturing
- Plastic Box Manufacturing
- Roll Pallet Manufacturing
- Stillages Manufacturing
-
![]() End-to-End Service
End-to-End Service
- The Full Product & Service Offering
-
- Rental
- Industries
- About
- News & Insights
- FAQs
















































Benefits of Different Coloured Plastic Box Pallets
- Blog
- Storage Solutions

Coloured pallet boxes are used across warehousing, food production and processing, manufacturing, agriculture and harvesting, waste management and recycling, industrial and automotive manufacturing, logistics, retail distribution, and pharmaceuticals.
By assigning a specific colour to a specific task, material, or product type, teams can quickly identify what they need, without relying on labels, paperwork, or memory.
Colour coding helps prevent contamination, supports regulatory compliance, improves traceability, and keeps busy facilities running safely. In environments where mixing products or mishandling waste carries serious consequences, the right coloured pallet boxes make a real operational difference.
Why Use Coloured Plastic Pallet Boxes?
In a busy warehouse or production facility, speed and accuracy matter. Employees need to make fast decisions about where goods belong, how to handle them, and which materials to keep apart. Colour coding removes the guesswork.
Rather than stopping to check documentation or read a label, staff can immediately identify the right box, cut human error and keep operations moving at pace.
Colour coding also requires no installation, specialist technology, or operational downtime. Colours are assigned, teams are briefed, and the system works from the first shift. For busy operations that can’t afford disruption, that’s a significant advantage.
Benefits of Colour Coding in Warehousing and Manufacturing
Colour coding is one of the most cost-effective operational management tools available. It needs no specialist training, no ongoing maintenance, and no capital investment. Once a colour system is in place, it delivers a return every shift, for every member of staff.
Improved Product Identification
Coloured pallet boxes let employees identify products, ingredients, and materials instantly simply by looking for the right colour. This reduces picking errors, reduces incorrect storage, and speeds up inventory management across the facility. In fast-paced logistics and manufacturing environments, where goods move quickly and accuracy matters, visual identification keeps operations on track.
Better Stock Segregation
Colour-coded boxes make it straightforward to keep raw materials, work-in-progress items, and finished products visually and physically separate. This supports batch tracking, production organisation, and quality management throughout the supply chain.
Clear segregation prevents product mixing, strengthens traceability, and helps teams maintain strict process control. In regulated industries, it also provides a visible audit trail for compliance checks and inspections.
Increased Workplace Safety
Brightly coloured pallet boxes improve visibility in busy warehouses and production areas. When hazardous materials, restricted products, or waste streams sit in distinctive colours, staff can spot and handle them correctly without extra signage.
Red and yellow are widely used where high visibility matters for safety and compliance. A clear colour coding system also supports safer waste management and helps prevent accidental contact with hazardous materials.
Faster Operational Efficiency
When staff identify products by colour alone, they spend less time checking documentation and making decisions. This cuts handling errors, reduces delays, and improves workflow across storage, picking, transport, and production.
In high-volume logistics and manufacturing environments, even small reductions in decision-making time translate into measurable gains in throughput and output quality.
Benefits of Different Coloured Box Pallets
Different colours serve different purposes depending on the industry and the task. Colour usage tends to follow established conventions that support hygiene standards, waste segregation systems, HACCP compliance, and production processes.
Palletower stocks a full range of plastic pallet boxes in commonly used colours, all available for fast UK dispatch.
Red Plastic Pallet Boxes
A red box pallet is most commonly used for hazardous waste management and controlled waste segregation. The high-visibility colour alerts staff to potentially dangerous or restricted materials, helping teams comply with health and safety procedures by making hazardous streams easy to identify and track.
Red boxes support structured waste management systems within manufacturing, recycling, and industrial facilities
Useful for improving compliance with workplace health and safety procedures
Yellow Plastic Pallet Boxes
A yellow box pallet is widely used for clinical and medical waste segregation, where high visibility in hygiene-sensitive environments is essential.
In food production, yellow coloured pallet boxes are often assigned to allergen segregation, including nuts and other high-risk ingredients. This helps reduce the risk of cross-contamination during handling and storage and supports HACCP and food safety procedures.
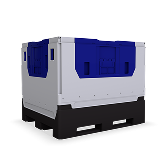
Blue Plastic Pallet Boxes
A blue box pallet is one of the most widely used options in food production. Blue is rarely found in natural food products, so any fragment of blue plastic is easily visible against food ingredients or surfaces, making contamination easier to detect.
Blue surfaces also make residues, mould, spores, and general contamination more visible during cleaning, supporting food safety and HACCP compliance. They’re commonly used for food ingredient storage, raw material segregation, food handling and transport, and wash-down environments.
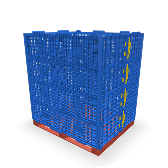
Green Plastic Pallet Boxes
A green box pallet is a popular choice in agriculture, harvesting, and fresh produce storage. Green coloured pallet boxes suit storing and transporting vegetables, fruit, and fresh produce, and help visually separate harvested goods from processed products or waste.
Vented sides allow airflow around produce during transit and storage, helping maintain freshness and reduce spoilage.
Grey Plastic Pallet Boxes
A grey box pallet is used within storage, general warehousing, and industrial applications. The neutral colour gives a clean, professional look in warehouse environments, and grey boxes don’t carry the colour-specific associations of red, yellow, or blue.
They’re a practical choice for component storage, manufacturing processes, and bulk logistics operations where a standardised, all-purpose container is needed.
Black Plastic Pallet Boxes
A black box pallet works well for industrial manufacturing, waste handling, and heavy-duty logistics. The dark colour hides marks, stains, and wear better than lighter options, making black boxes a strong fit for demanding environments.
They’re commonly used for closed-loop supply chains and component handling, and they hold up well under long-term industrial storage and transport conditions.
Colour-Coded Box Pallets in Food Production
Hygiene, traceability, and contamination prevention are central to food manufacturing. Coloured pallet boxes support HACCP systems by mapping directly onto food safety procedures. Each colour can correspond to a specific production stage, ingredient category, or waste stream, making it straightforward for staff to follow protocols correctly and consistently.
Key applications include:
- Allergen segregation.
- Raw ingredient separation.
- Batch identification.
- Cleaning control systems.
- Cross-contamination prevention.
- Waste segregation.
Blue and yellow are particularly important in food processing due to the hygiene-focused features such as easy cleaning, contamination visibility, and wash-down suitability. Blue aids contamination detection, as blue fragments stand out against most food products. Yellow identifies allergen-containing materials and helps prevent cross-contamination during handling and storage.
Colour-Coded Box Pallets in Waste Management
Effective waste management depends on accurate segregation. Mixing waste streams can breach environmental regulations, create safety hazards, and push up disposal costs. Coloured pallet boxes make segregation straightforward to enforce across an entire facility.
Staff identify the right container with ease, which reduces incorrect disposal, supports compliance with waste handling legislation, reduces contamination between waste categories, and speeds up identification during collection and processing.
Common colour applications include red for hazardous waste, yellow for clinical waste, and black for general industrial waste. These conventions align with recognised industry standards, making it easier to train staff and keep procedures consistent across multiple sites.
Colour-Coded Box Pallets in Agriculture and Produce Storage
Agricultural and fresh produce operations handle large volumes of perishable goods. Keeping crops separate, maintaining airflow, and preventing contamination between batches are everyday priorities. Coloured pallet boxes help teams manage each of these challenges.
Vented plastic pallet boxes are particularly useful in produce handling. The vented sides let air circulate around fruit and vegetables, reducing moisture build-up and limiting spoilage during transport and storage.
Green and grey are the most widely used colours for produce and agricultural operations. Green signals fresh produce and separates harvested goods from waste or processed items. Grey is a practical all-purpose option for general crop storage and bulk logistics.
Unlike timber alternatives, plastic pallet boxes don’t absorb moisture, harbour bacteria, or degrade when exposed to soil, chemicals, or wash-down.
Coloured Plastic Pallet Boxes from Palletower
Coloured pallet boxes are a practical, low-cost way to improve organisation, hygiene, safety, and compliance without disrupting daily operations. There’s no installation involved, no downtime, and no complex training. The system works as soon as it’s in place.
Palletower’s team has the expertise to help you build the right colour system for your operation, whether you’re managing food safety compliance, waste segregation, agricultural produce, or general warehousing. Our UK stockholding means the colours you need are available and ready to dispatch quickly.
We stock grey, black, blue, red, green, and yellow coloured pallet boxes in both vented and solid configurations, with bulk supply capability to support operations of any scale.
Browse our full range of plastic pallet boxes or enquire now, and a member of the Palletower team will talk you through the right solution for your facility.